SumigTEC: soldando aço carbono com robô pela primeira vez | parte 3
Continuamos com a série soldando aço carbono com robô pela primeira vez e hoje falaremos sobre o arame de solda!
Se você ainda não viu nosso primeiro post e segundo post sobre o assunto, acesse agora!
No processo de soldagem, a composição do arame, sua qualidade, diâmetro e ajustes interferem diretamente no resultado da soldagem. Falando no processo de soldagem robotizada com equipamentos da marca OTC, em relação à curva sinérgica, o aço carbono configurado na máquina de solda é o MILD STEEL.
Para se obter uma excelente qualidade de solda em aço carbono ou outros materiais, além dos cuidados que já citamos nos posts anteriores da série, podemos citar um outro cuidado especial: a regulagem da pressão dos roletes do alimentador de arame. Se for colocada muita pressão nos roletes, eles podem marcar tanto o arame como as roldanas.
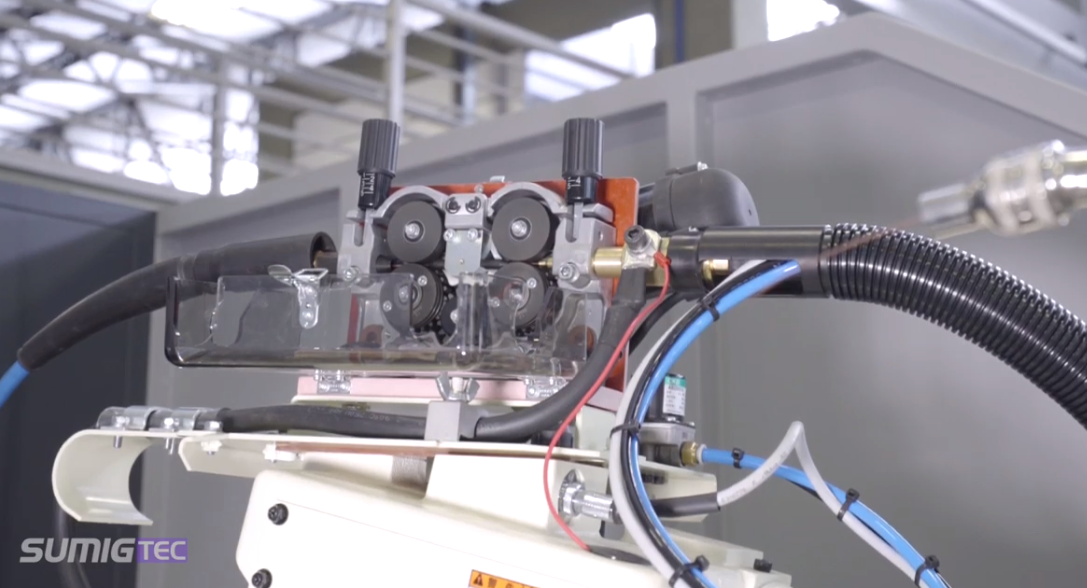
Por outro lado, se for colocada pouca pressão nos roletes, pode ocasionar falta de alimentação de arame ou trancar o arame no tubo de contato, quando o robô fica em posições que torcem muito o cabo da tocha. O ajuste de pressão varia de acordo com o tipo do arame e com sua espessura. O ajuste de pressão padrão para os arames de aço carbono são:
- 1 a 2 para diâmetros de 0.8 milímetros;
- 2 a 3 para diâmetros de 0.9, 1.0 e 1.2 milímetros;
- 3 a 4 para diâmetros de 1.4 e 1.6 milímetros;
É possível regular com uma pressão maior para cada um deles, conforme for o comprimento do cabo da tocha ou a distância do rolo de arame até o alimentador. Neste caso o ajuste fica:
- 2 a 3 para diâmetros de 1.6 milímetros;
- 3 a 4 para diâmetros de 1.2 e 1.4 milímetros;
- 4 a 5 para diâmetros de 0.8, 0.9 e 1.0, milímetros.
Assista o vídeo!