SumigTEC: soldando aço carbono com robô pela primeira vez | parte 6
Continuamos com a série soldando aço carbono com robô pela primeira vez e hoje falaremos sobre a configuração do equipamento!
Se você ainda não viu nosso primeiro, segundo, terceiro, quarto e quinto post sobre o assunto, acesse agora!
Para realizarmos a soldagem com aço carbono no sistema robotizado, deve-se configurar o equipamento para o processo, assim como é feito na máquina de solda manual. É importante fazer a configuração do gás a ser utilizado e do arame que será consumido. Também precisamos cuidar dos parâmetros de soldagem, tanto na abertura de arco, como no encerramento do arco. Devemos observar a velocidade de deslocamento do manipulador e a posição de solda, assim como os consumíveis que serão utilizados.
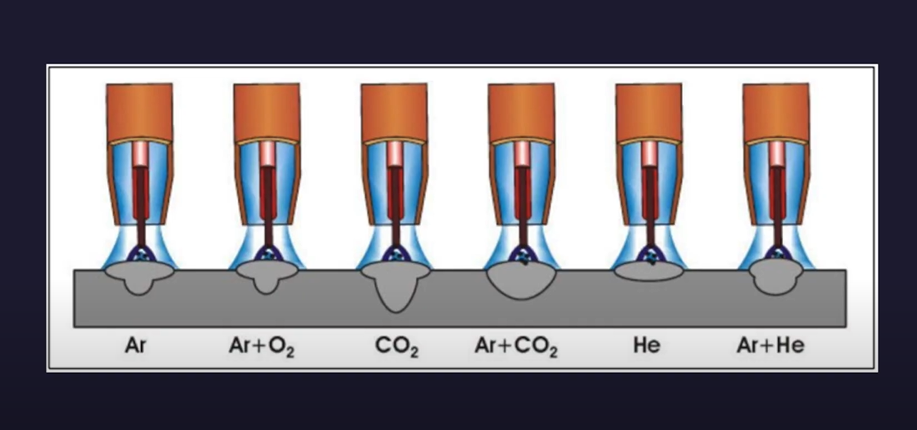
Para a soldagem de aço carbono, você pode utilizar o gás com 100% de CO2, que é caracterizado pela elevada penetração e altas velocidades de soldagem, mas apresenta alto nível de respingo. Ou então escolher uma mistura de gases, como os que são compostos de oitenta por cento de gás Argônio e vinte por cento de gás Carbono, ou com setenta e cinco por cento de gás Argônio e vinte cinco por cento de gás Carbono, entre outras opções de mistura. Esses gases permitem uma alta velocidade de soldagem, baixo nível de respingo, boa aparência no cordão e bom controle da poça de fusão na posição vertical e sobre cabeça. Além disso, você pode usar o processo de pulsado com essa mistura de gás. Mas devemos sempre cuidar da vazão do gás, para não ocorrer falta de gás ou turbulência na solda.
Prefira sempre o arame sólido para soldagem robotizada de aço carbono e escolha a bitola mais apropriada para a aplicação em suas peças. Dentre os diversos tipos de arame existentes, o mais comum para esse tipo de processo é o arame AWS ER70S-6 (AWS E R setenta S seis). Tome cuidado com o local em que o arame será armazenado e também com sua embalagem. Uma vez que a umidade, sujeira e a ferrugem podem prejudicar a qualidade do arco elétrico, poderão interferir na performance de penetração do processo MIG-MAG.
Cuide sempre para manter o tubo de contato limpo, revisando o programa de limpeza caso necessário. Não deve existir folga no furo em que sai o arame. Mantenha também o guia espiral sempre limpo, evitando assim contaminação do arame e facilitando a passagem dele. Os roletes mais indicados para essa aplicação são os roletes em V.
Assista agora o vídeo!